
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Class II doubled dies are produced in a manner that is totally different from the way that Class I doubled dies are produced. Where the Class I doubled die variety has the doubling rotated about a central point, the Class II doubled die will display doubling that is spread either towards the center of the die or towards the rim.
Here we see doubling on a 1946-S Lincoln cent that we have listed as 1946-S 1¢ WDDO-006. Nice doubling shows on the letters of IN and GOD. The spread of the doubling is towards the rim.
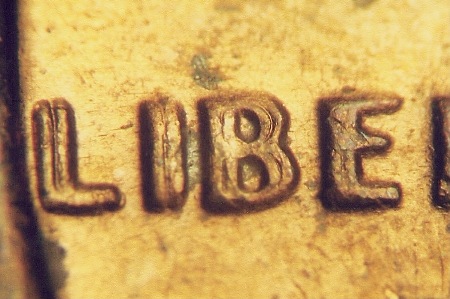
These photos show some of the doubling on the 1954 proof Jefferson nickel obverse doubled die variety that we have listed as 1954 5¢ Pr WDDO-001. The doubling on LIBERTY and the date is clearly spread towards the center of the die. In the early days of doubled die research, it was theorized that this type of doubling was the result of a distorted hub; hence the name “distorted hub doubling.” The theory suggested that since a working hub was used to hub hundreds of working dies, eventually the end of the hub bearing the image of the coin would flatten and expand outward. As such, the diameter of the working hub would actually be slightly greater than normal causing the design elements around the rim to be slightly farther from the center of the die than normal. During the multiple-squeeze hubbing era after a working die received an impression from the working hub it needed to be annealed before the next impression was made. When returned to the hubbing press there was no guarantee that it would be paired with the same working hub that made the first impression in the die. If the second impression was made with a newer working hub, the result would be overlapping images near the rim where the spread would be towards the center of the die since the design was more centralized on the newer hub. If the second impression was made with an older working hub, the result would be overlapping images near the rim where the spread would be towards the rim of the die since the design had expanded outward on the older hub. This theory did seem to cover all of the bases for what was seen on these doubled die varieties. Although it cannot be ruled out as a cause for some of the Class II doubled die varieties, it is no longer believed to be the cause for most of them. Rather, the Mint has said, and independent research has confirmed, that during the annealing process when the die was heated to soften it, the die would expand from the heat. As it cooled it was supposed to return to its original diameter. This did not always happen. When the working dies did not return to its original diameter, the images around the rim of the die would not be perfectly aligned with the images on the hub. When the next impression was made, doubling would occur. The spread of the doubling would be towards the center of the die. The doubling could be uniform around the outside of the die, or it could affect just one side of the die. This explained doubled dies with a spread towards the center of the die, but what about those that show a spread towards the rim? If the Mint is correct with this explanation, and independent research has confirmed it, then all Class II doubled dies should have the doubling spread towards the center, but this is not the case. To answer this, we need to remember that the working hubs are produced the same way as the working dies. When a working hub was made during the multiple-squeeze hubbing era it needed at least two or more hubbings from the master die. Between hubbings the working hub needed to be annealed before receiving the next impression from the master die. Consequently, it was subject to the same heat expansion as the working dies. As a result, it was quite possible to get two working hubs with slightly different diameters. As stated previously, there was no guarantee that when a working die was removed from the hubbing press and annealed for the next impression, it would be paired up with the same working hub when returned to the hubbing press. If it was paired with one of the slightly expanded working hubs, doubling resulted which was spread towards the rim. Some rather dynamic Class II doubled dies can be found on all denominations of U.S. coins. Some show the doubling spread towards the center of the die while others show the doubling spread towards the rim.
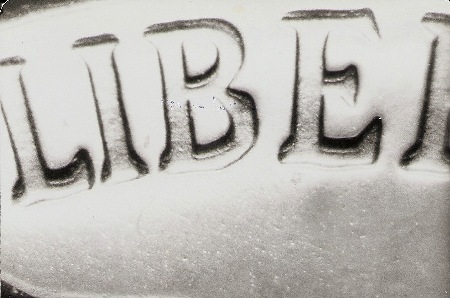
The three photos above show some of the doubling on 1971 1¢ WDDO-001. Very strong doubling is spread towards the rim on LIBERTY and also on the letters of IN GOD WE TRUST.
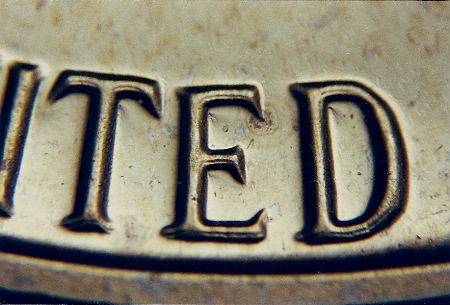
The 1962 proof Jefferson nickel that we have listed as 1962 5¢ Pr WDDR-076 shows a nice spread towards the center of the die on the letters of UNITED STATES OF AMERICA. Since the scenarios described for producing Class II doubled dies depend heavily on more than one hubbing and the annealing process to soften the hub or die, this may be one class of doubled die successfully eliminated by the Mint’s switch to the single-squeeze hubbing process. The variables in play to produce the inward and outward spreads simply are not there any longer. Go To: | ||