
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
The only class of doubled die varieties that remains somewhat of a mystery with regards to how it is caused is the Class VI doubled die. The appearance of the Class VI doubled die variety is extremely different from that found on doubled dies in the other classes. In all of the other classes of doubled die varieties there is usually a distinct separation of images characterized by a noticeable difference in the relief of the primary and secondary images. On the Class VI doubled die varieties there is frequently very little difference in the relief of the primary and secondary images. This class is characterized by extra thickness to the affected design elements such as the letters or digits in the date. In some cases this extra thickness can be quite extreme. Sometimes certain letters or parts of the design will almost appear slightly twisted. Occasionally there is a marked difference between the relief of the primary and secondary images with the secondary image showing this extreme thickness. The variations themselves can be quite fascinating.
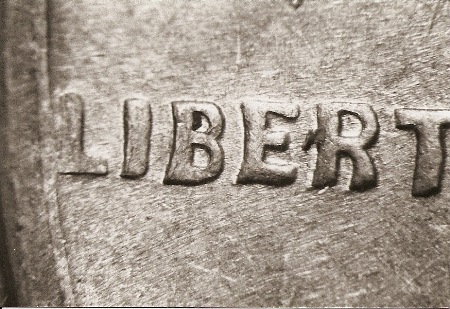
This is the Lincoln cent doubled die obverse that we have listed in our files as 1943 1¢ WDDO-001. It is a classic and very strong example of a Class VI doubled die variety showing extreme extra thicnkness to the date, especially the lower 9.
The letters of LIBERTY on 1943 1¢ WDDO-001 show the "twisted" appearance often times seen on the lettering of Class VI doubled dies such as this one. In the early days of doubled die research it was believed that these doubled dies resulted when the relief images on the working hub became flattened from continuous use. Typically the design elements on the working hub are in relief just as they are on the finished coins. It was once thought that the constant pressure applied to the face of the hub during the process of hubbing the steel dies would flatten and/or distort those raised design elements. This flattening would result in extra thickness to those parts of the design that were affected in this manner. This may produce some Class VI doubled die varieties, but I personally doubt that this is how they are made. I believe that other forces are at work here, one of which is the process of annealing the dies between hubbings. Consider what would happen if a die was softened too much before receiving its initial hubbing. In all likelihood the hub would penetrate more deeply into the die than it normally would on this initial hubbing. When the die is annealed again prior to receiving the next impression, it may expand as it would for the production of a Class II doubled die variety and not return to its proper diameter. Under ordinary circumstances a Class II doubled die would result during that next hubbing, but since the original hubbing was deeper than normal the next hubbing does not penetrate any more deeper than the original hubbing. Because of the expanded diameter we get extra thickness rather than the clear, distinct doubling that we would see on a Class II doubled die variety.
The three photos above show extremely strong extra thickness on the reverse of a 1943 Lincoln cent. We have this Class VI doubled die variety listed as 1943 1¢ WDDR-001 in our files. It makes a great companion coin for 1943 1¢ WDDO-001. Note the extreme thickness seen on the right wheat stem. In another scenario let's assume that the early hubbing of the die is "normal." Later in the sequence of annealing and hubbing the familiar die expansion occurs. This time the die is not properly annealed. It is either not soft enough for the next hubbing, or it has been allowed to sit too long prior to the next hubbing. Either way, the die is too hard when receiving the next impression. As a result, we will see "doubling" due to the die expansion, but since the hub is not likely to penetrate any more deeply into the die, the result will be extra thickness and distortion rather than the clear and distinct separation of images.
Strong extra thickness shows on the lower letters of TRUST on the obverse of a 1964 proof Jefferson nickel that we have listed as 1964 5¢ Pr WDDO-009. It is a perfect example of Class VI extra thickness. I am also considering the possibility that a tilted hub or die may be a contributing factor in the production of some doubled die varieties with Class VI characteristics. Normally the tilted hub/die varieties would fall into Class VIII, so if there is any validity to the following thoughts, it may create problems with what class to put the varieties in. The following may be the culprit when the extra thickness appears on only one half of the die, such as just the left side or just the right side. Suppose that the hub or die is tilted slightly in the hubbing press. As the hubbing takes place, the hub will penetrate more deeply on one side of the die than it will on the other due to the tilt. If it is the hub that is tilted, the side of the die where the hub first makes contact will have the design elements slightly towards the center of the die. If it is the die that is tilted, then the side of the die where the hub first makes contact will have the design shifted slightly towards the rim. On the next hubbing the face of the hub is parallel to the face of the die as it should be. There will be a misalignment of images on the side of the die where the hub first made contact during the previous hubbing. Since the previous image was not impressed to an even depth on both sides of the die, the side of the die with the shallower impression will offer more resistance during the next hubbing. As a result, the total depth of the impression of the second hubbing is not likely to be much more than it was on the first hubbing. Once again the result will be extra thickness in the affected areas rather than the nice clear doubling that we are accustomed to seeing.
Extremely strong extra thickness shows on the letters of UNITED STATES OF AMERICA on the 1964-D Jefferson nickel Class VI doubled die variety that we have listed as 1964-D 5¢ WDDR-008. Going back to the original theory on how these were produced, if the extra thickness on Class VI doubled die varieties truly was the result of flattened design elements on the hub, then all working dies produced by this flattened hub would show virtually identical "doubling" viewed as extra thickness. I have not observed this to be the case in years where multiple Class VI doubled die varieties are known to exist. Furthermore, if flattened design elements on the hub were the real culprit, there shouldn't be any separation of images evident on these varieties. The result would be extra thickness and only extra thickness! Here again, this is not consistent with what is seen on Class VI doubled die varieties. Every single Class VI doubled die variety that I have examined shows some evidence of "notching" or some light separation lines from slight differences in the relief of the images. As a result, I personally will not list any suspected Class VI doubled die variety unless one of those two features is present along with the extra thickness. Whatever is causing the Class VI doubled die varieties, it has carried over from the multiple-squeeze hubbing presses to the single-squeeze hubbing presses. We have a number of doubled dies listed for the years after the single-squeeze hubbing presses were introduced. That fact may add credibility to the theory that a tilted hub or die may be a contributing factor to the production of these interesting varieties.
Strong extra thickness and some distortion to the shape of the digits shows on the 2006 Lincoln cent doubled die variety that we have listed as 2006 1¢ WDDO-013. Compare it with the photo below of a normal date.
This is a normal date seen on the 2006 Lincoln cents. Go To: | ||